
As fuel prices around the globe continue to rise, fuel savings generated by greater efficiency have become even more essential for businesses across the board.
Fire tube boiler manufacturers have made considerable advances in the last several years towards achieving an increasingly more efficient heat transfer area within the boiler. The use of the Wet-Back design, which converts dead area, in terms of heat transfer, into an active and effective heat transfer area, is a clear example of greater heat transfer area efficiencies. Additional noteworthy efficiency savings come from improvements to the burner of the boiler.
All boiler burners require an excess of air to achieve optimal combustion. The lesser the amount of excess air required, however, the greater the efficiency of the boiler’s combustion process. As burners begin to be equipped with new electronic controls, they become capable of achieving lower air excesses and greater efficiencies.
Below is an overview of boiler burner technologies, beginning with the most basic technology and leading up to the most recent technological developments in the field of burner unit design. The shortcomings of the more obsolete technologies become apparent as the benefits of implementing the most advanced applications available begin to stand out.
THE EQUIPMENT LEVELS OF A BOILER BURNER CAN BE DIVIDED INTO:
Level 1 – LINKAGES
Flame modulation system in which linkages are used to control the fuel valve and air inlet openings.
• Constant high efficiency operation, with fixed parameters along the entire operating curve.
• Check against maladjustments due to operator mishandling or wear.
• Operational errors.
• Setpoint of pressure/temperature.
• Setpoint of pressure/temperature.
• Fuel selection option (for dual burners).
• Date/Time setting.
• Working time.
• Number of starts.
ADDITIONAL MONTHLY SAVINGS IN THE CONSUMPTION OF FUEL
Level 2 – LINKAGE FREE
Micro modulation system with a microprocessor and servomotors that runs without linkages.
With the advancement of new, affordable technologies in the 1990´s, such as the microprocessor and the electronic motor, which manufacturers could integrate into their burner unit designs, the electronic, linkage free combustion unit was born.
By means of the digital PID reactive combustion control (smart control), the burner unit is completely operated via servomotors, eliminating the need for the linkages between the combustion valve and the air hatch.
The digital control establishes and maintains the optimal air-fuel ratio following parameters introduced during the commissioning of the machine in the form of optimal, predefined operating curves.
The electronic, linkage-free servomotors, which define an exact position at each operation point, adjust the following
• Air hatch.
• Fuel supply valve.
• Position of the combustion head (optional).
The operating technician, who is in turn the programmer of the combustion unit, inputs the operation parameters via an access code which serves as an additional security measure.
An exact electronic regulation is achieved with regards to reaching and maintaining the optimal operational air-fuel ratio in accordance with the prefixed values established during the commissioning of the boiler. This precision was lacking in the flame modulation system with linkages that did not rely on an electronic servomotor and resulted in reduced operational efficiencies.
Advantages of a Linkage Free Microflame Modulation System include:
• Constant high efficiency operation, with fixed parameters along the entire operating curve.
• Check against maladjustments due to operator mishandling or wear.
User-friendly screen on a module attached to the burner which provides the user with the following:
• Constant high efficiency operation, with fixed parameters along the entire operating curve.
• Check against maladjustments due to operator mishandling or wear.
• Operational errors.
• Setpoint of pressure/temperature.
• Setpoint of pressure/temperature.
• Fuel selection option (for dual burners).
• Date/Time setting.
• Working time.
• Number of starts.
ADDITIONAL MONTHLY SAVINGS IN THE CONSUMPTION OF FUEL
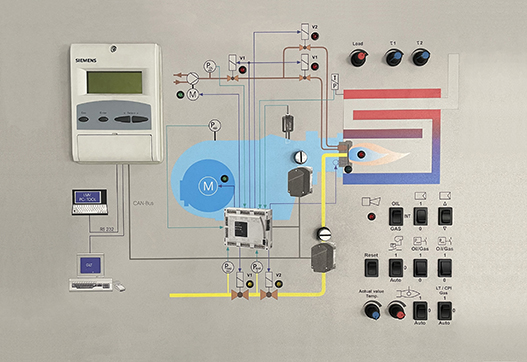
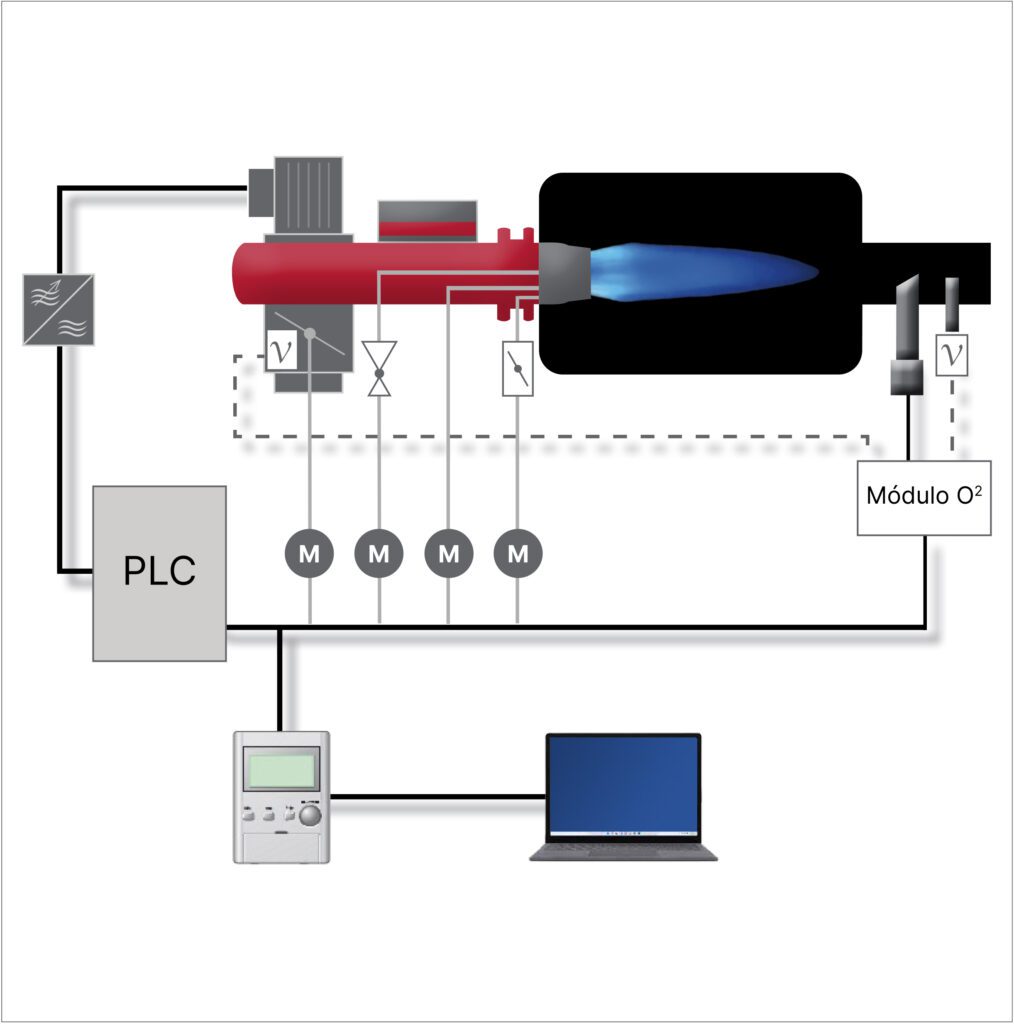
Level 3 – O2 Trim
Micro modulation system that runs with 02 trim.
Taking into consideration that the burner of a boiler is a large consumer of air for combustion (requires approx. 13 m3 of fresh air for each gallon of diesel that it burns or 11 m3 of fresh air per m3 of natural gas that burns) and the density of the air varies in relation with the temperature, therefore, the amount of air injected into the fan to the burner with the combustion process inside the boiler varies with the temperature of the air that is sucking. For this reason it was necessary to find a kind of auto-correction, which takes into account these different temperatures, in order to achieve optimum combustion with low excess air at all times, correcting the deviations of excess air by changes in the temperature of the outside air. From the year 2000 is implemented this technology employing a sensor cell dioxide of zirconium, and a system of warm-continued by giving it a long service life of the sensor.
Adding a FLUE GAS ANALYZER with a sensor of the percentage of O2 to the system of micro-modulation of flame with microprocessor and motor without linkage, you get the AUTOCARBURACIÓN with O2 TRIM.
AUTO CARBURETOR with O2-TRIM = INCREASED EFFICIENCY = GENERATION OF LARGE SAVINGS OF OPERATION:
The entry of air to the combustion varies with the temperature of the air. The fan introduces a greater amount of air at low temperatures and a lower quantity of air at high temperatures (the density of air changes with temperature). During the 24 hours of the day we have variations in high temperature.
If a burner is carburized at 2 in the afternoon, will operate with a greater excess of air in the cold morning and therefore with a lower efficiency and higher fuel consumption. To
your time, we have high variations of air temperature due to the seasons of the year. Is not the same as the air at 2 P.M. on a sunny day in the summer air at 2 P.M. on a cloudy day in winter.
Early burner unit technologies – even those using electronic servomotors and microprocessors that enabled the system to run linkage free – were not able to account for changes in outside air temperature. It was necessary, therefore, to find a type of automatic correction, something that would take into account the different temperatures, correcting at each moment the deviations of excess air brought about by changing outside air temperatures, in order to achieve an optimal combustion with low excess of air.
On automatically and continuously, according to an ideal curve of percentage of O2, opera always self carburándose in all time low excess air, thereby achieving significant cost savings in the operation of the boiler.
IT IS ESTIMATED THAT THIS TYPE OF SYSTEM PROVIDES SAVINGS IN THE CONSUMPTION OF FUEL MONTHLY FOR UP TO 20% ADDITIONAL. (Depending on the temperature of the external air, and their variations during the month).
By means of this cutting-edge technology to the global level, are obtained efficiencies of up to 93% on a dry matter basis.
This system auto fuel auto-generated additionally, significant savings in fuel consumption.
Advantages of a O2-Trim System:
• Constant high efficiency operation, with fixed parameters along the entire operating curve
• Check against maladjustments due to operator mishandling or wear
• Additional efficiencies
• User-friendly screen on a module attached to the burner which provides the user with the following:
-Current snapshot of boiler steam pressure (or temperature, for water tube boilers)
-Boiler load (%)
-Operational errors
-Historical errors record
-Setpoint of pressure/temperature
-Fuel selection option (for dual burners)
-Date/Time setting
-Working time
-Number of starts
-Temperature of air entering boiler
-Temperature of gases exiting boiler stack
-Thermal Efficiciency
-Instant value of the percentage of oxygen in the air exiting boiler stack
• Additional monthly savings in the consumption of fuel
The importance of using the most cutting edge technology available cannot be overstated. As described above, not only do technology improvements lead to a reduction in user error, but they can also generate significant cost savings in terms of fuel consumption and maintenance repairs, while improving the overall operational efficiency of your boiler.